Nasza oferta
Podtrzymki
- Wstęp
- Rodzaje podtrzymek
- Liczba stopni
- Rodzaje materiałów
- Sposób łączenia powierzchni roboczej z korpusem
- Galeria podtrzymek
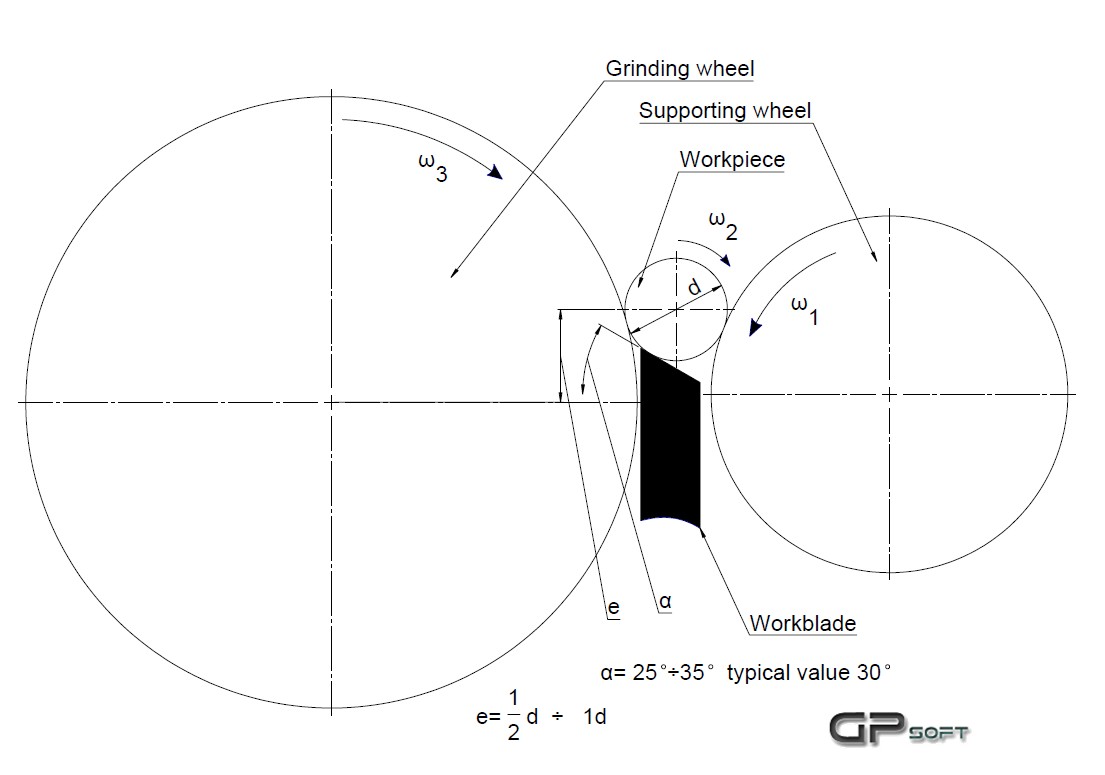
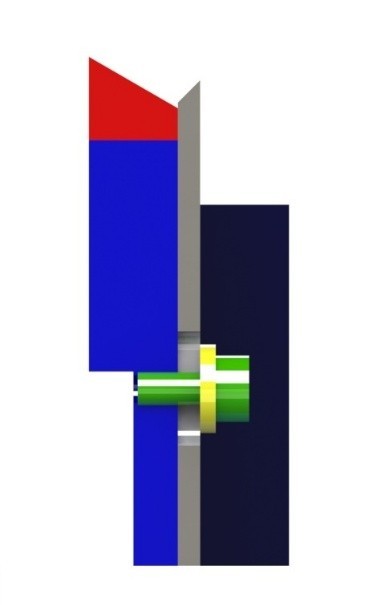
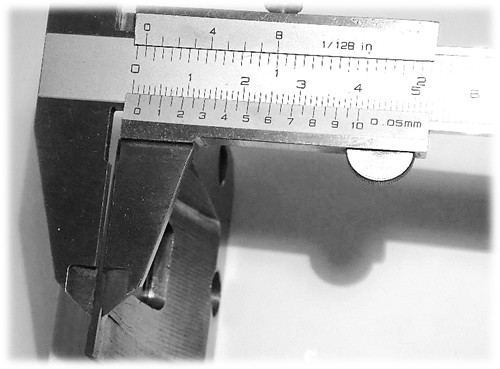
Szlifierki bezkłowe używane są w przemyśle od wielu lat umożliwiając szlifowanie wielu powierzchni (cylindrycznych, stożkowych, kłów zewnętrznych) podczas jednej operacji. Szlifierki bezkłowe składają się z ściernicy szlifującej, prowadzącej i podtrzymki. Z punktu technologii i ustawiania maszyny, niezwykle ważne są następujące parametry: wartość „e” czyli względna wysokość położenia elementu szlifowanego do płaszczyzny, w której znajdują się osie ściernicy prowadzącej i szlifującej oraz pochylenie powierzchni roboczej podtrzymki.
|
Głównymi zaletami tej technologii jest : • bardzo krótki cykl szlifowania • tanie ściernice o stosunkowo dużej żywotności • bardzo wysoka precyzja umożliwiająca szlifowanie w klasie IT4, IT5 • bardzo mały błąd geometryczny walcowości • bardzo mała wartość bicia osiowego • możliwość zastosowania prostego podajnika automatyzującego proces załadunku i rozładunku • możliwość stosowania zarówno oleju jak i chłodziwa jako środka chłodzącego • możliwość szlifowania w jednym zamocowaniu wielu stopni walcowych, stożków, nakiełków zewnętrznych oraz czół półfabrykatu • niskie zużycie ściernicy przypadające na 1 sztukę. |
|
Poprawne ustawienie maszyny wymaga dużo doświadczenia oraz:
• odpowiedniej podtrzymki
• odpowiednio dobranej ściernicy szlifującej i prowadzącej
• programu z odpowiednim zarysem dla ściernicy szlifującej oraz prowadzącej lub odpowiednio wykonanego kopiału umożliwiającego, tak jak program, odpowiednie za profilowanie ściernic.
Obecnie używa się technologii specjalistycznego oprogramowania 3D, które ułatwia projektowanie oprzyrządowania oraz ustawienie procesu na danym asortymencie.
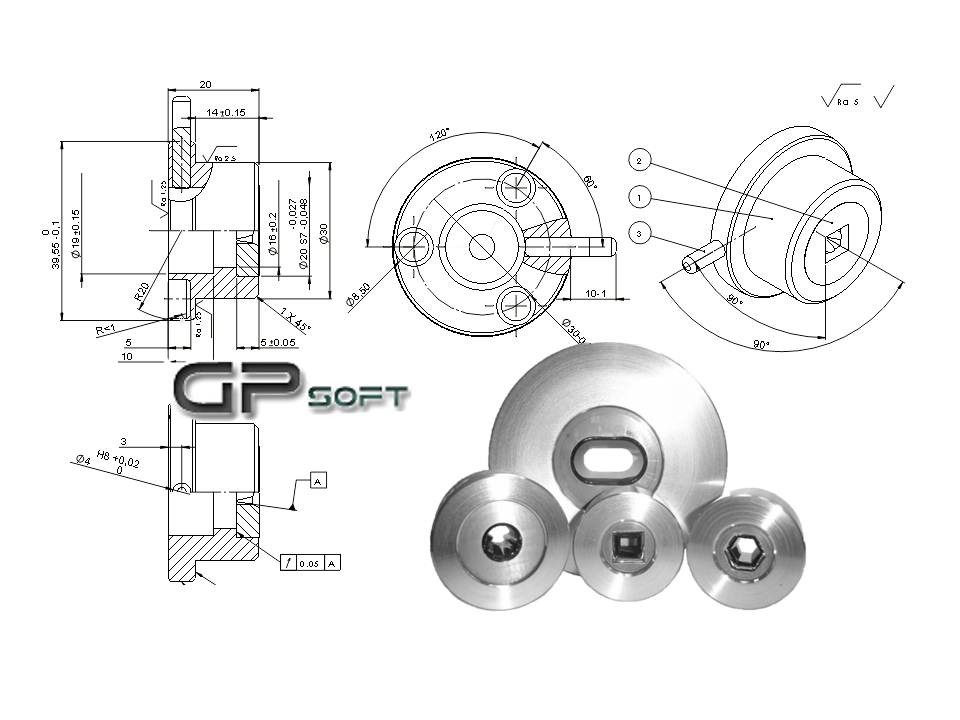
Rodzaje podtrzymek:
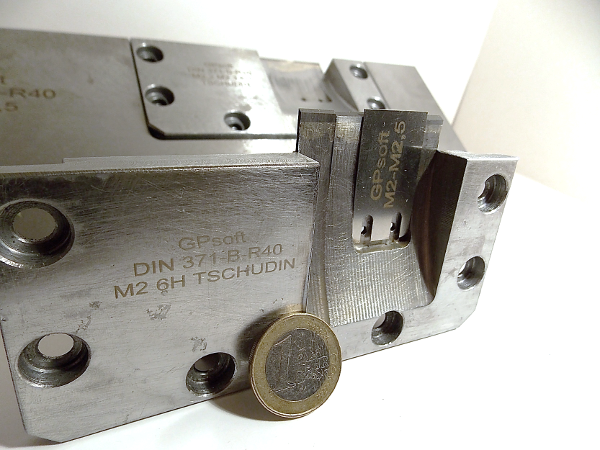
Po latach doświadczenia firma GPsoft jest w stanie dostarczyć najwyższej jakości podtrzymki do szlifierki bezkłowej. W naszej ofercie znajdują się podtrzymki standardowe jak i pod specjalne zamówienie Klienta.
|
Z jednym promieniem Najczęściej usytuowanym od strony ściernicy prowadzącej. |
|
O dwóch promieniach Jest to drugi rodzaj podtrzymek. Używany w szczególności do mniejszych półfabrykatów w celu wzmocnienia podparcia elementu. |
|
|
O jednym promieniu z wyciętą bazą Ten typ podtrzymki jest bardziej skuteczny przy szlifowaniu części, gdzie ma znaczenie szlifowanie nakiełków. |
|
W kształcie V Stosowane w szczególności przy szlifowaniu przelotowym lub kiedy podtrzymka wyjeżdża z maszyny wraz z półfabrykatem. |

|
|
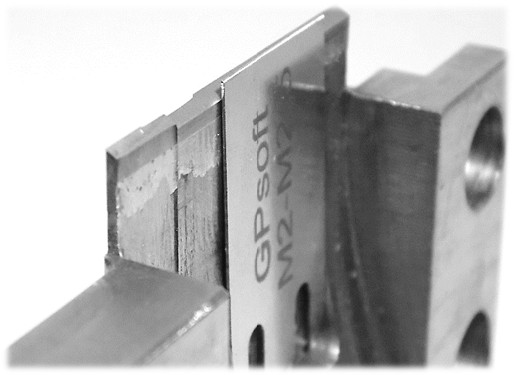
W kształcie V z regulowanym stopniem w postaci blaszki W odróżnieniu do podtrzymki w kształcie V cieńsze ramię podparcia może być szerokości nawet od 0,2mm. Pozwala to na wykonanie podtrzymek o szerokości całkowitej nieprzekraczającej 0,5mm. |
|
|
Liczba stopni:
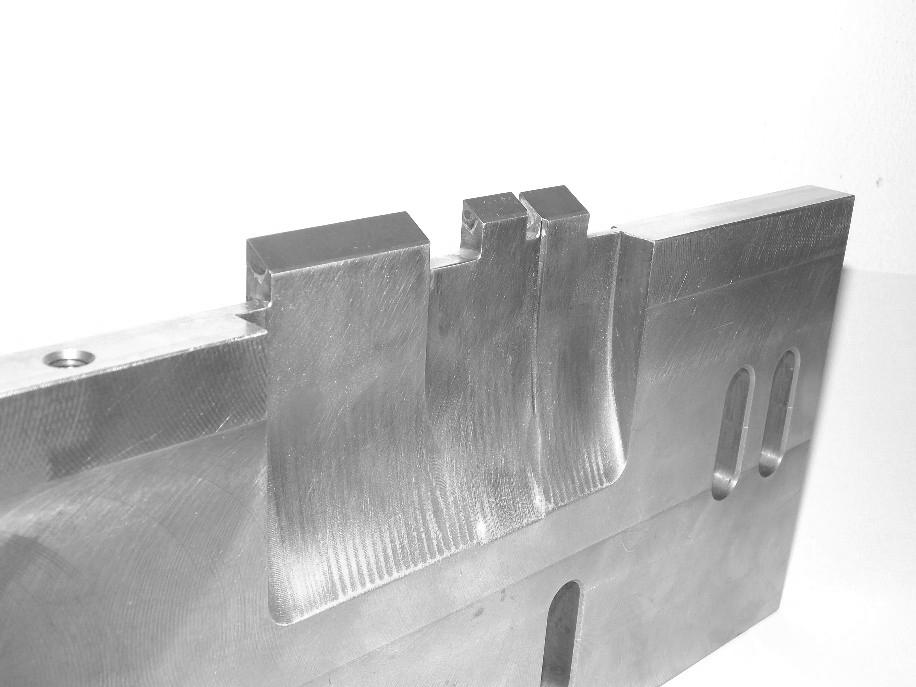
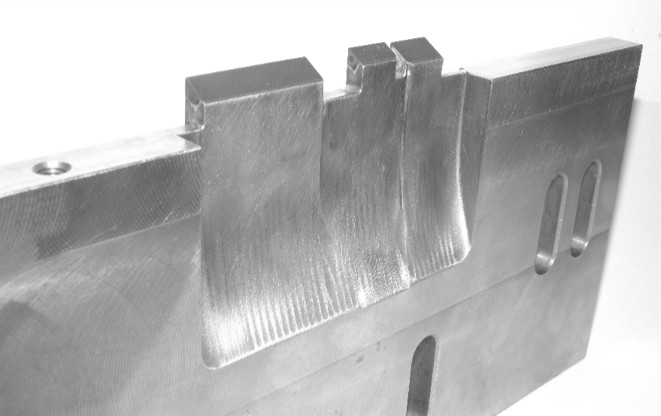
Ważne jest aby element szlifowany był podtrzymywany możliwie jak największą powierzchnią. W tym celu projektowane podtrzymki składają się z kilku stopni zapewniając optymalne podtrzymanie części szlifowanej jak i półfabrykatu.
|
Przykładowo poniższa podtrzymka składa się z 3 stopni podtrzymujących element szlifowany.
|
|
Rodzaje materiałów:
Podtrzymki mogą być wykonane z takich materiałów jak:
• stal konstrukcyjna
• stal szybkotnąca HSS
• stali z wkładkami z węglików spiekanych (VHM)
• stali z wkładkami z węglików spiekanych (VHM) z warstwą diamentową z PVD
• stali nierdzewnej
• mosiądzu.
Dobór optymalnego materiału zależy od:
• twardości materiału elementu szlifowanego
• szerokości elementu szlifowanego
• kinematyki maszyny
• ilości sztuk w serii.
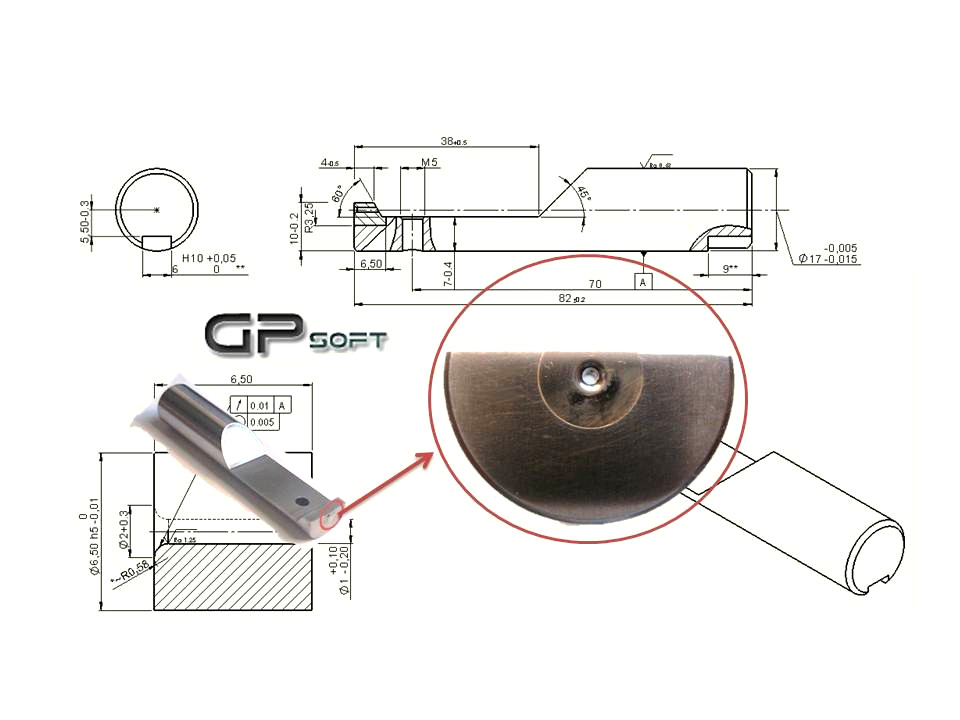
Sposób łączenia powierzchni roboczej z korpusem
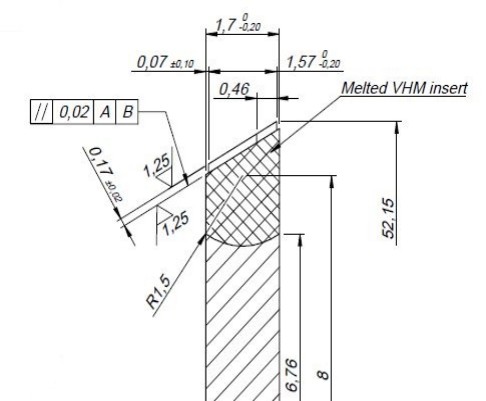
W przypadku projektowania podtrzymek pod długie serie stosuje się jako powierzchnię roboczą wkładki węglikowe lub napawaną warstwę diamentową. Materiały te są niezwykle twarde i zapewniają długą niezmienność warunków szlifowania przez co utrzymanie reżimu jakościowego jest o wiele łatwiejsze. Żywotność podtrzymek z wkładkami węglikowymi może być nawet 50 krotnie większa niż w przypadku podtrzymek stalowych. Żywotność podtrzymek z warstwą diamentową jest jeszcze większa.
Stosując proces lutowania twardego przy udziale odpowiedniego lutu, możemy łączyć stalowy korpus podtrzymki z elementami roboczymi, czyli wspomnianymi już wkładkami węglikowymi ( VHM) lub wkładkami węglikowymi z napawaną warstwą z diamentu spiekanego.
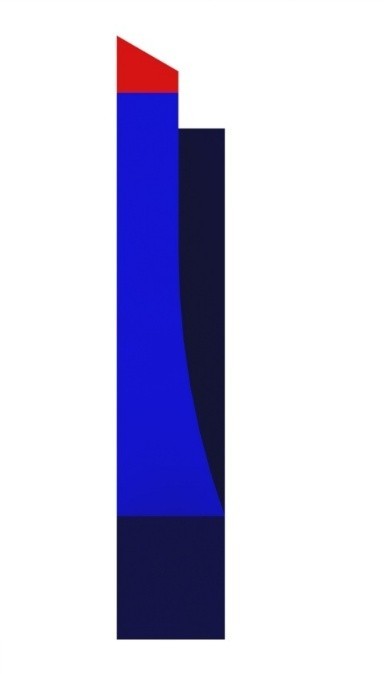
Dla trwałości podtrzymek istotny jest sposób lutowania wkładki:
|
Podtrzymka z jednolitego materiału, np. stali hartowanej do 63 HRC |

|
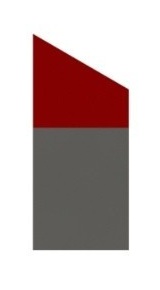
Wlutowane wkładki węglikowe, na płaskim podłożu |
|
|
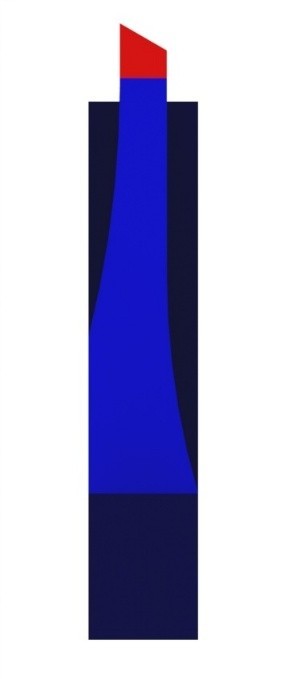
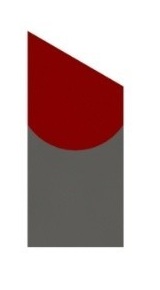
Wlutowane wkładki węglikowe, na zaokrąglonym podłożu |
|
Wlutowane wkładki węglikowe na powierzchni w postaci zatrzasku „V” |
|
|
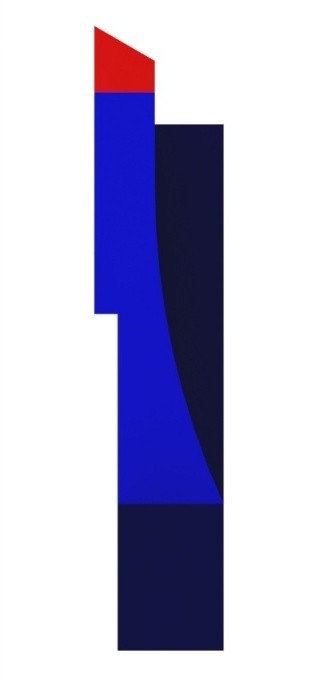
Podtrzymka z blaszką prowadzącą ( od 0.2mm ) wykonaną ze stali nierdzewnej / stali sprężynowej / brązu AMPCO |

|
|
Galeria podtrzymek :
 |
 |
 |
 |
 |
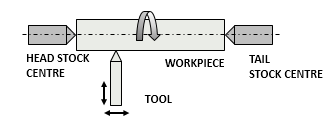
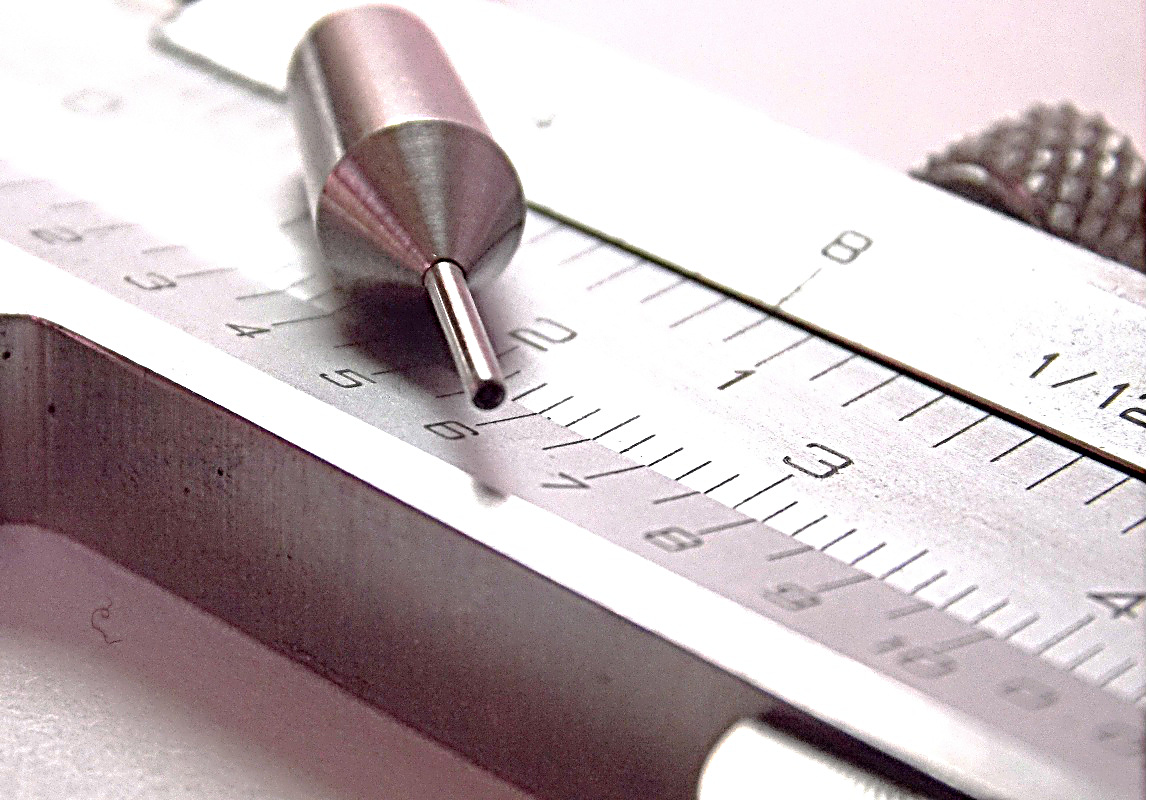
- Kły obrotowe lub stałe stanowią niezbędne oprzyrządowanie do wielu procesów technologicznych takich jak toczenie czy szlifowanie.
|
Kły stosowane są do: • mocowania obracającego się obrabianego przedmiotu, zapewniając stałe położenie obrabianego elementu względem osi • zachowania koncentryczności i bicia promieniowego bliskiego zera. |
|
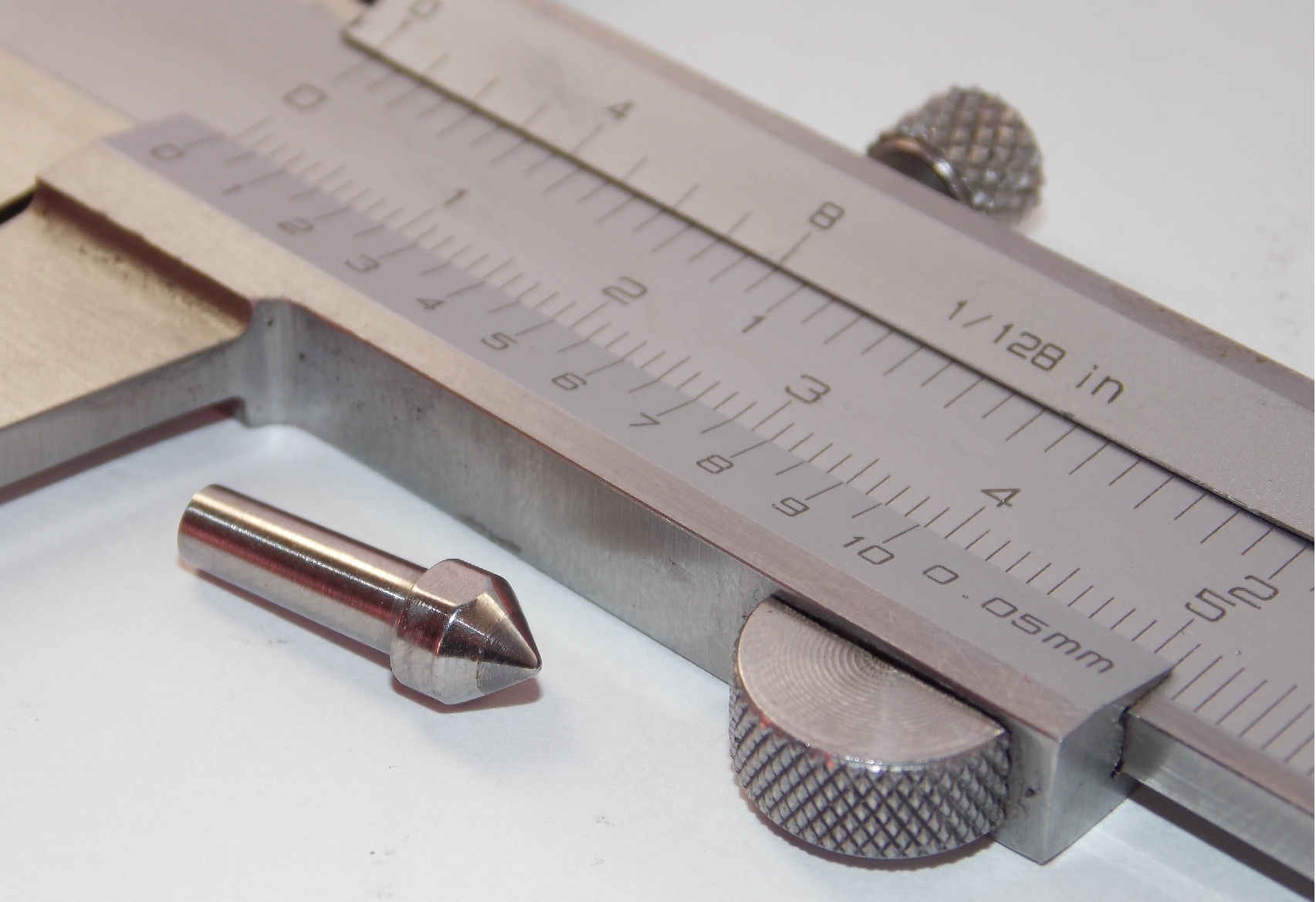
Zewnętrzne i wewnętrzne kły wykonujemy z:
• stali konstrukcyjnej
• stali szybkotnącej HSS
• wkładką z węglika spiekanego
• warstwą z polikrystalicznego diamentu
• pokryciem uzyskanym metodą PVD.
Dla kłów wewnętrznych jesteśmy w stanie wykonać otwór o średnicy 0.2mm.
Nasza galeria:
|

|
|

|
Ciągadła diamentowe stosowane do ciągnięcia drutów ze stali węglowych, nierdzewnych, aluminium, brązu, miedzi, niklu i srebra. Ciągadła mogą być o różnej geometrii i kształcie, w których część robocza może być wykonana z diamentu naturalnego, z syntetycznego diamentu monokrystalicznego bądź z syntetycznego diamentu polikrystalicznego.
Ciągadła z węglika spiekanego do przeciągania ferrytycznych i nieferrytycznych drutów, prętów i tulei o średnicy 0,25mm - 90mm.
Oferujemy:
• ciągadła o różnorodnych kształtach i geometrii
• różne typy i wymiary gabarytowe wedle życzenia Klientów.

|

|
• IT 3 do urządzeń pomiarowych lub precyzyjnych wałów obrotowych
• IT 5/6 do baz łożyskowych
• IT 9 lub wyższej.

|

|
GPsoft w swojej ofercie posiada precyzyjne matryce do tłoczenia wykonywane z węglików spiekanych.
Matryce mogą być wykorzystywane do tłoczenia stali nierdzewnej oraz metali kolorowych. Wykonujemy również precyzyjne stemple do tłoczenia lub pocieniania ścianek rur z metali kolorowych. Materiały na stemple i matryce to węglik, stal hartowana, diament PCD.

|

|